기존의 Si 기반 반도체는 SiC 및 GaN과 같은 와이드 밴드갭 소재로 교체되어 전력 소자에서 더 효율적인 운전을 가능하게 하고 있다. 이로 인해 내열성이 뛰어난 접합부 형성 기술에 대한 포괄적인 연구가 진행되고 있다. 특히 열전도율이 뛰어난 은(Ag)을 사용한 소결접합 기술이 주목을 받고 있으며, Ag 입자를 함유한 페이스트가 개발되어 적용되고 있다. 이번 연재에서는 Ag 입자 기반 페이스트를 사용한 소결접합 기술에 대한 최근 연구 동향을 분석하였다. 이는 가압 및 무가압 공정으로 분류할 수 있으며, Ag 입자의 크기와 형상, 용매 또는 조성물의 종류, 금속 표면의 종류, 그리고 접합 온도/시간을 대표적인 공정 매개 변수로 고려했다. 이러한 매개 변수의 변화가 접합 결과에 미치는 영향을 전단 강도 값 및 미세구조에 중점을 두어 비교하고 정리했다.

글/ 고려대학교 주병권 교수님 연구실
주병권 (고려대학교 전기전자공학부 교수)
김예리 (한국생산기술연구원, 고려대학교 마이크로/나노시스템 협동 박사과정)
목차
1. 서론
2. 은 소결 접합의 원리
3. 가압 은 소결 접합
4. 무가압 은 소결 접합
5. 결론
6. 참고 문헌
1. 서론
발광 다이오드 디스플레이가 점차 발전해 감에 따라, 고해상도 디스플레이에 대한 수요가 점차적으로 증가하고 있다. 이를 위해선 단위 인치 당 픽셀 수(PPI, Pixel Per Inch)가 많아져야 하며, 크기도 작아져야 한다. 픽셀의 크기가 작아진다는 의미는 해당 화소에 배정되는 면적이 줄어들어 소자 특성 또한 변화되어야 한다.
또한 픽셀 밀도가 높은 고해상도를 구현하려면 무기 발광 다이오드 칩 크기와 구동 드라이버를 효과적으로 제어해야 한다. 현재, 전 세계적으로 에너지 위기와 환경오염에 대한 우려가 커지면서, 지속 가능한 친환경 기술에 대한 관심이 급증하고 있다. 이러한 흐름에 부응하여 자동차 산업에서도 플러그 인 하이브리드 및 전기자동차와 같은 차세대 차량을 개발하는 노력이 진행 중이다. 최근 30년 동안 자동차에 사용되는 전자부품의 비중은 약 1%에서 현재 약 23%로 상당한 증가를 보이며, 이미 상용화된 전기자동차에서는 이 비중이 약 50%를 넘어섰다.1-2)
자동차에서 사용되는 전력반도체는 전력을 시스템에 적절하게 분배, 제어하거나 변환하는 핵심 역할을 담당한다. 전력반도체는 시스템 반도체나 메모리 반도체와 비교하여 고전압, 고전류, 고주파수의 특징을 지니고 있다. 이 중에서 파워 모듈은 MOSFETs (Metal oxide semiconductor field effect transistor) 모듈, IGBT (Insulated gate bipolar transistor) 모듈, Diode 모듈, Thyristors 모듈 등으로 구성된 전력반도체 중 한 유형이다.3) 전기차의 전기구동 부품에서 주로 사용되는 인버터/컨버터는 핵심 부품 중 하나로 부상하고 있다.
이러한 파워 모듈은 차량 안전과 직결돼 높은 내구성과 신뢰성이 필수적이다. 일반적인 파워 모듈 패키징 디자인은 칩과 DBC (Direct bonded copper), 기판, 히트싱크 등으로 이루어져 있다. 하지만 그림 1에서 나타나듯이 파워 모듈의 주요 고장 위치인 die attach, substrate attach 부분에서는 현재 고함량의 납(lead, Pb)이 포함된 유연 솔더가 주로 사용되고 있다.
시스템 반도체나 메모리 반도체에서는 이미 무연 솔더의 사용이 의무화되었지만, 파워 모듈 분야에서는 유연 솔더 대체 소재 개발이 진척되지 않고 있다. 유럽의 RoHS(유해물질 제한)에서도 파워 모듈의 무연 솔더 사용 면제가 연장되었지만, 유연 솔더 사용 예외가 계속해서 연장될 가능성은 매우 낮아 대체 접합 소재 개발에 대한 연구가 시급하다고 볼 수 있다. 현재까지 보고된 대체 접합 소재 기술에는 Au-Sn, Bi-Ag 등의 무연 솔더와 TLP (일시적인 액체 상태 공정) 공정을 이용한 금속 간 화합물 접합, 금속 페이스트를 이용한 소결 접합 등이 있다.4-8)
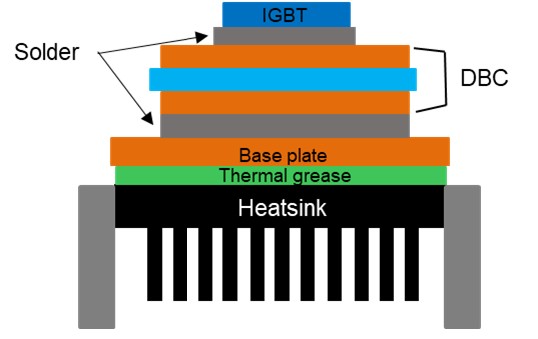
그림 1. 파워모듈 패키징의 모식도
한편, 국제에너지기구(IEA)는 전 세계적으로 이산화탄소(CO2) 배출량을 50% 감소시키기 위한 BLUE Map 시나리오를 제시했는데, 여기에는 전기화 차량을 활용하여 온실가스(GHG) 배출을 30% 감소시키는 것이 강조됐다 [1]. 전기화 차량 기술은 빠르게 나타나면서 온실가스 배출을 줄이고 더 깨끗한 에너지를 제공하는 주요 솔루션 중 하나로 부각되고 있다.9) 그러나 각 국가의 정책과 규정은 차량의 전기차 등가 연료 효율을 높이기를 요구하며, 더 높은 전기차 등가 연료 효율을 실현하기 위해서는 에너지 변환 및 분배의 더 효율적인 관리가 불가피하다. 위에서 언급한 문제에 대응하기 위해서는 전기차의 완전한 전기화에 대한 전력 변환 시스템, 전력 반도체 및 충전 인프라를 포함한 전기 구동 기술의 개선이 긴급하게 필요하다.10-11)
특히 우수한 물리적 및 기계적 특성을 가진 와이드 밴드갭(WBG) 파워 반도체인 실리콘 카바이드(SiC) 및 갈륨 질화물(GaN)과 같은 다음 세대 파워 반도체가 안정적인 고온 운전 (> 250 °C), 높은 스위칭 주파수, 낮은 특정 온저항 및 향상된 열전도율 (> 400 W/mK)을 제공하는 것으로 등장했다.12-13) 즉, WBG 파워 반도체는 향상된 열 방출, 손실 생성 감소 및 높은 전력 밀도를 기반으로 한 냉각 시스템 단순화를 포함한 이점을 제공할 수 있다]. 이러한 이점은 자동차 시스템의 효율성을 향상시키고 Si 반도체와 비교하여 더 작은 크기에서 높은 전력 밀도를 달성할 수 있다.
따라서 WBG 반도체 파워 응용을 구현하기 위해서는 높은 작동 온도를 기반으로 한 높은 전력 밀도에 대응할 수 있는 interconnect, die attach의 소재 및 기판이 다뤄져야 한다. 그 중에서도 die-attach에 대한 은 소결 접합 기술은 높은 열전도도(429 W/mK), 높은 녹는 점 (961.8 °C) 및 열기계적 성능 때문에 가장 좋은 대안으로 떠오르고 있다.14-17) 그림 2는 대표적인 전기자동차 Tesla model 3 (테슬라 모델 3)의 파워모듈 단면도로 은 소결 접합 기술이 와이드 밴드갭 파워 반도체인 SiC 파워모듈에 적용되었다.
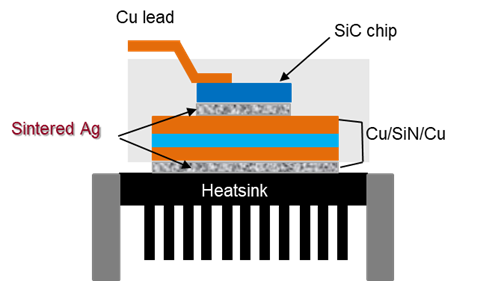
그림 2. 은 소결 공정이 적용된 테슬라 모델 3 파워 모듈 패키징의 개략도
이 글에서 은을 이용한 소결 접합 기술에 대해 기술하고자 한다. 은 소결 접합 기술은 소결 접합 기술 중 공정에서 가압을 활용한 가압 소결 접합 (Pressure sinter bonding)과 대기압에서 진행하는 무가압 소결 접합 (Pressureless sinter bonding) 가 있다. 이 공정에서 은 입자를 이용하여 만든 은 페이스를 이용하여 소결 접합을 하는 것이 은 소결 접합 기술이다.
2. 은 소결 접합의 원리
소결 접합(sintering)은 분말이나 분말 압축제를 녹는 온도 아래에서 고온에서 열 처리하는 것을 의미한다. 소결 접합의 원동력은 내부 에너지의 변화로 설명할 수 있다. 이는 입자들 간의 상호작용, 온도의 변화, 밀도의 변화 등에 따라 결정된다. 소결의 주된 원동력은 내부 인터페이스의 에너지를 최소화하는 경향이며, 이를 통해 고체 물질의 형성 과정이 진행된다. 분말이나 입자 압축체가 가열되면, 입자들은 서로에게 물리적으로 가까워지며 상호작용한다. 이 상호작용은 내부 에너지를 최소화하려는 경향이 있다. 입자 간의 결합이 강화되고 고체 물질이 형성될 때, 내부 에너지가 변화하게 된다. 소결은 이러한 내부 에너지의 최소화가 일어나는 방향으로 진행되며, 이는 물질의 밀도가 증가하고 공극이 감소하는 과정을 포함한다. 소결 구동력에 대한 관계를 공식 (1)과 같이 나타낼 수 있다.
공식 (1)

여기서, γ는 인터페이스 에너지 밀도(interface energy density) 그리고 A는 인터페이스 영역(interface area)이며, 소결의 구동력이 내부 인터페이스 및 표면 에너지의 감소라는 것을 알 수 있다. 그림 3은 이러한 소결 원리를 개략도로 표현한 것이다.
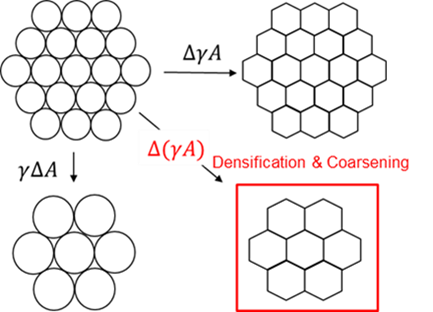
그림 3. 소결 이론을 나타낸 개략도
3. 가압 은 소결 접합
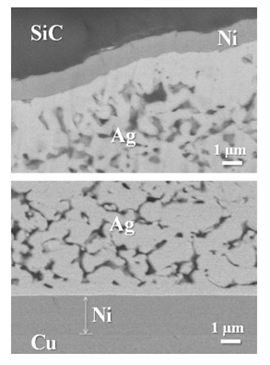
그림 4. 소결 접합 계면의 주사전자현미경(SEM) 미지 [18]
은을 이용한 소결 접합에서 소결 중에 압력을 가하면 분말 간의 접촉 면적이 증가하여, 비교적 낮은 온도와 짧은 시간에 효과적인 접합이 가능하게 된다. Suganuma 등은 Ag 입자들의 형상과 크기가 다른 페이스트를 사용하여 소결 접합 특성을 분석했다.18) 8㎛의 Ag 플레이크와 0.3㎛의 구형 Ag 입자를 혼합한 이 페이스트는 에틸렌글리콜(EG)을 용매로 사용하였다. 이 연구에서는 50%의 0.3㎛ 구형 입자가 혼합된 페이스트를 사용하여 낮은 0.07 MPa의 압력에서 대기 중 200℃와 300℃에서 30분 동안 소결 접합을 수행했다. 소결 접합 단면은 그림 5와 같으며, Ag 소결 접합된 중간부는 기공층들이 있었으나, 접합부 계면에는 거의 없는 것으로 확인할 수 있다.
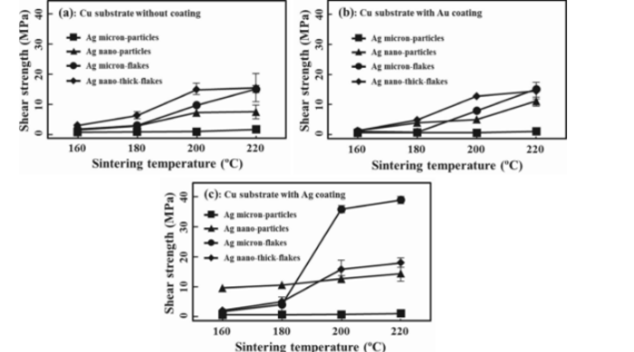
그림 5. 구리 기판 금속층의 금 또는 은 존재 여부에 따른 전단강도 [19]
이 결과, 접합부의 전단 강도는 각각 24 MPa과 41 MPa로 나타났으며, 플레이크와 0.3㎛ 구형 입자가 함께 소결되어 큰 입자의 소결 조직과 유사한 구조로 형성되었다. 사용된 Ag 입자들은 Au finish와 균일하게 소결 접합된 상하부 접합 계면을 형성하였고, 페이스트에 submicron 크기의 Ag 입자를 첨가하고 EG 용매를 사용하는 효과로 41 MPa의 우수한 전단 강도를 얻을 수 있었다. 이 연구 결과는 EG 용매가 submicron 크기의 Ag 입자의 표면을 적절하게 코팅하여 소결에 참여할 수 있도록 하는 효과가 있었다고 분석하며, 필러 입자가 포함된 페이스트를 사용할 때 유기물에 주의를 기울여야 함을 시사한다.
접합 중에는 압력과 온도 외에도 소결 시간 및 칩과 기판의 표면 처리와 같은 여러 요소가 은 페이스트를 사용한 접합에 영향을 미친다. 가압 접합에서는 소결 시간이 대체로 10분 이내에 접합이 가능한 경향을 보이지만, 인가 압력이 1 MPa 이하로 매우 낮을 경우 소결 시간은 최대 60분까지 증가할 수 있다. 따라서 접합 중에 압력을 가하는 것은 소결 시간을 줄일 수 있는 효과가 있다. 칩과 기판을 은 표면 처리하는 경우가 많은데, 이는 은이 접합 재료로 사용되기 때문이다. 은으로 표면 처리하면 모재와 접합재의 격자 상수가 동일하게 맞아 떨어지기 때문에 은 원자의 확산이 용이 해진다. 따라서 은 표면 처리는 접합의 품질을 향상시키는 중요한 고려 사항 중 하나이다. 접합부 표면의 역할을 확인할 수 있는 연구 결과로 Soichi 등의 연구가 있다.19)
이들은 Ag 페이스트의 Ag 필러 형상과 크기, 소자 및 기판의 금속 표면 처리(finish) 변화가 저온 die-attach 공정에 미치는 영향을 연구하였다. 연구에서 사용된 Ag 페이스트는 네 가지 종류의 Ag 필러를 함유하고 있었는데, 마이크로 다면체 입자, 나노 다면체 입자, 마이크로 플레이크 입자, 나노 두께를 가지는 큰 마이크로 플레이크 입자로 구성되어 있었다. 소결 접합은 0.4 MPa의 외압을 가하며 대기중 220℃ 까지의 온도에서 60분간 진행되었습니다. 그림 5에서 보이는 것과 같이, 소결 접합 온도가 상승함에 따라 모든 페이스트에서 접합 강도가 대체로 향상되었다.
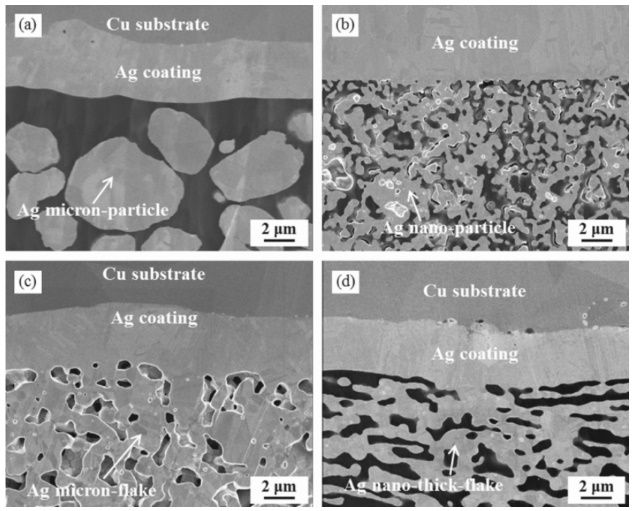
그림 6. 은 도금됨 구리 기판 위에 200 °C 에서 60분간 접합한 시편의 단면 미세구조
그러나 Cu나 Au를 사용한 경우 모든 페이스트에서 20 MPa에 도달하지 못했다. 반면에 Ag finish를 사용한 경우, 마이크로 플레이크 Ag 입자로 제조된 페이스트는 200℃에서부터 36 MPa에 이르는 높은 접합 강도를 나타냈다.
그림 6에서는 접합 후의 단면을 나타낸다. 소결 접합 후의 단면 분석에서는 마이크로 플레이크 입자 페이스트에서만 소결이 활발히 진행되어 극적인 미세조직 변화가 관찰되었다. 즉, 그림 6(c) 조직에서 Ag finish /Ag paste 계면의 상당 부분이 접합되어 있었고, 플레이크 입자 간 보이드의 분율이 상대적으로 가장 적었다. 플레이크 형상에서 측면부는 나노에 가까운 서브마이크론 크기로 높은 표면 에너지를 가지며 우수한 소결 특성을 나타낼 수 있었다. 따라서 이러한 플레이크의 측면부가 주변 플레이크 입자들의 넓은 상, 하부 표면부와 쉽게 접촉하게 되면 빠른 소결이 가능하게 되는 것으로 볼 수 있다.
그러나 그림 6(b)와 그림 6(d)에서 관찰할 수 있듯이 나노 다면체 입자나 나노 두께의 플레이크 입자를 사용한 경우에는 보다 높은 기공율의 조직이 관찰되어 낮은 접합 강도값이 측정되었다. 이는 지나치게 높은 비표면적으로 표면에 더 많은 양의 분산제가 존재함으로서 소결 접합 동안 분산제가 기화되며 기공을 형성하는 것으로 분석되었다. 결국 분산제가 함유되지 않은 페이스트를 사용하면 상기와는 다른 필러 종류별 접합 강도 결과가 예상된다고 할 수 있다.
4. 무가압 은 소결 접합
은 페이스트를 활용한 무가압 접합은 공정 중에 압력이 작용하지 않기 때문에 칩이나 기판의 파손 위험이 거의 없다. 이러한 특성은 가압 접합과 비교할 때 추가적인 설비 투자 없이 기존의 유연 솔더를 즉시 대체할 수 있을 뿐만 아니라, 연속적인 자동화 공정 및 대량 생산에 유리한 장점을 가지고 있다. 무가압 공정은 작용 압력이 없기 때문에 유기 첨가제의 종류 이외에도 접합 온도, 시간, 칩과 기판의 표면 처리 등이 주요 변수로 작용하며, 이는 결국 접합 강도에도 영향을 미치게 된다.
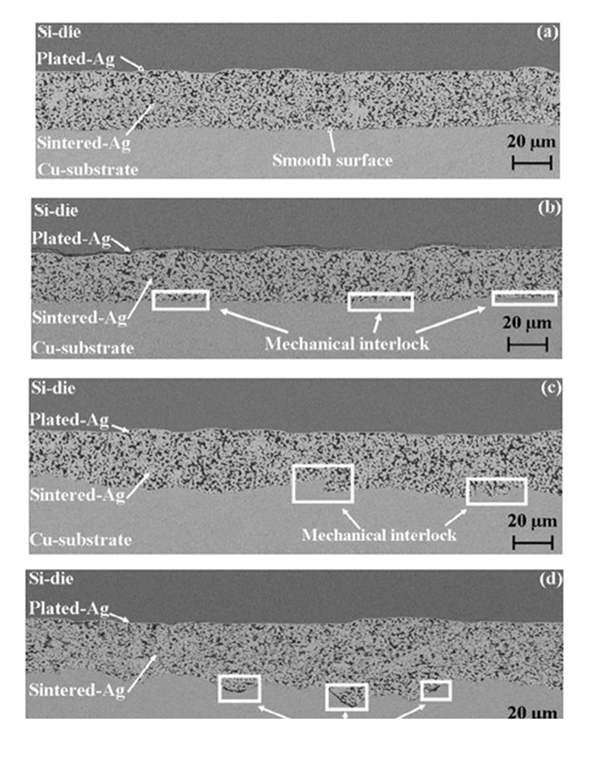
그림 7. 은 소결된 접합부 SEM 단면 미세구조 [21]
Zhang 등은 Ag 플레이크와 서브마이크론 Ag 입자를 혼합하여 페이스트를 제조하는 과정에서 CELTOL-IA라는 에테르 타입의 용매를 사용하였다.20) 이 페이스트를 이용하여 Ag finish 칩 및 기판을 활용하여 대기 중 250℃에서 10분 동안의 무가압 소결 접합 실험을 수행한 결과, 접합부 미세조직과 함께 35 MPa에 이르는 우수한 전단강도를 얻었다. 이후 250℃에서의 대기 중 시효 시간에 따른 전단강도 변화를 살펴본 결과, 처음 100시간 동안은 전단강도가 약간 감소하였으나, 1000시간 이후에는 37.5 MPa 수준까지 오히려 상승하는 흥미로운 결과가 나타났다. 이러한 시효 후 전단강도의 상승 현상은 무가압 소결접합 부에서는 일반적으로 관찰되지 않는 현상으로 여겨지며, 특수한 용매를 사용한 페이스트 포물레이션 최적화가 이 현상의 원인으로 추측된다.
Wang 등은 칩과 다이의 표면 거칠기와 소결 접합의 관계성에 대한 연구를 했다.21) 이들은 소결 접합에 있어서 저비용의 구리(Cu) 기판에 무가압 은 소결을 통해 전력 소자를 부착하는 것이 중요한 관점으로 보았다. 다이렉트 본드 쿠퍼(DBC) 기판의 구리 표면은 다양한 가공 기술로 인해 다양한 표면 거칠기를 가질 수 있으며, 표면 거칠기가 소결된 은 die attach 결합 강도에 어떻게 영향을 미치는지를 찾았다. 이들은 공기 중에서 나노 은 페이스트의 무가압 소결로 Ra = 0.15-8.41 mm 및 Rz = 1.22-50.97 mm의 표면 거칠기를 가진 Cu 기판에 die attach를 시행하였다.
표면 거칠기(Ra가 0.65 μm)가 은 나노입자의 지름(0.6 μm)보다 약간 큰 경우, 강력한 금속 결합으로 인해 50 MPa 이상의 고전도강도가 달성했다. 그림 7에서 구리 기판의 거칠기와 접합부의 단면을 확인할 수 있다. 이들은 결합을 향상시키기 위해 기판 표면 거칠기는 은 페이스트의 점도, 입자 크기 및 수축률을 수용하여 강한 금속 결합과 기계적 결속을 위한 더 큰 접촉 면적을 가져야 한다고 주장했다.
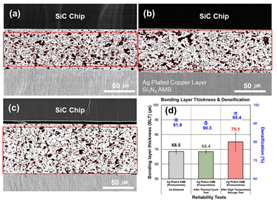
그림 8. 은 소결 접합층의 SEM 단면 미세구조[22]
Hong 등은 250℃에서 진공 및 질소 가스 분위기에서 실리콘 카바이드 칩 및 실리콘 질화물 활성 금속 브레이즈드 기판(AMB)을 사용하여 은(Ag) 무가압 소결을 최적화하는 연구를 했다.22) 무가압 Ag 소결은 진공 및 질소 분위기에서 250℃에서 90분 동안 SiC 칩을 Si3N4 AMB 기판에 사용하여 최적화되었다. SiC 칩/AMB 기판 소결 접합의 공허도와 전단 강도는 각각 3.3-5.0% 및 32.7 MPa이었다. 그림 8에서 보이는 것과 같이, 무가압 Ag 소결 접합의 결합층 두께는 68.4-75.1 μm의 일정한 두께를 유지했다.
소결 접합의 신뢰성을 평가하기 위해 TCT 및 HTST 이후 전단 강도, 결합층 두께 및 밀도가 측정되었다. TCT 및 HTST 이후 전단 강도는 각각 25.7 MPa 및 42.9 MPa였다.
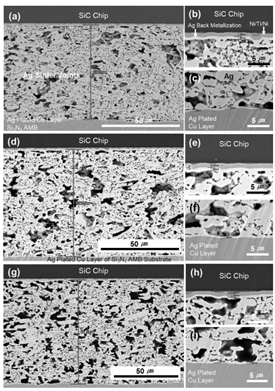
그림 9. 신뢰성 평가 전후 은 소결 접합층의 SEM 단면 미세구조 [22]
HTST 이후 전단 강도는 초기 강도보다 증가했다. HTST 동안 소결이 계속 진행되어 소결 접합의 밀도가 95.4%까지 증가하였으며, 이로 인해 전단 강도가 증가했다. TCT 동안 열 피로로 인해 Ag 소결 접합에서 미세 균열이 발생했다. 미세 균열은 입자의 삼중 결합 지점에서 발생하는 것으로 관찰되었다. 오랜 시간이 지남에 따라 이러한 미세 균열은 소결 접합 내부에서 전파되어 결합 강도가 감소하게 되었다. 1200V/200A SiC MOSFET 모듈의 초기 RDS(ON)은 6.60-6.99 mmΩ였다. TCT 및 PCT 이후 RDS(ON)은 각각 6.77-6.92Ω 및 6.63-6.97Ω였다. 그림 9에서 신뢰성 평가 이후의 단면을 확인할 수 있다.
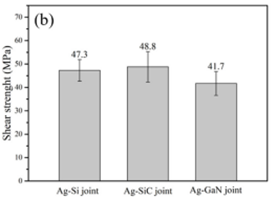
그림 10. 표면 처리 조건에 따른 전단강도 [23]
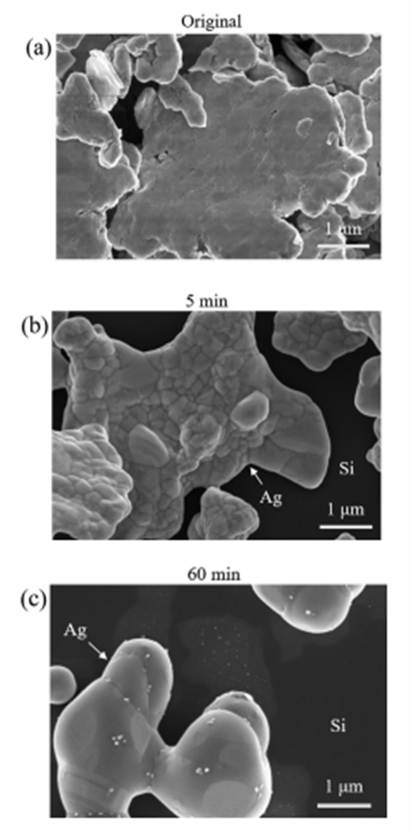
그림 11. Ag 플레이크 소결 과정의 SEM 이미지 [23]
이러한 결과는 신뢰성 테스트 이후에도 RDS(ON)이 안정적으로 유지되어 운전 중에 소결 접합이 잘 유지되었음을 나타낸다. PCT 및 TCT 이후 밀도는 유사했으며 균열은 관찰되지 않았다. PCT 시험 조건은 TCT보다 소결 접합에 불리한 조건이기 때문에 디바이스가 직접 가열을 가하는 PCT 시험 이후 소결 접합의 기공도와 미세 구조는 약간 커졌지만 소결 접합은 유지되었다. 따라서 이들은 무압력 소결을 사용한 SiC MOSFET 모듈의 상용화가 가능하다고 주장했다.
Zang 등은 칩과 다이 표면의 종류에 따른 접합 연구를 진행했다.23) 이들은 Ag 플레이크로 형성된 페이스트를 사용하여 맨마지막 Si, SiC 및 GaN 표면에 대한 소결 접합을 했다. 그림 10에서와 같이, 250°C 에서의 무압력 소결 조건에서는 40 MPa 이상의 높은 전단 강도를 갖았다. 접합부의 높은 결합 강도는 Ag와 맨마지막 표면 간의 단단한 부착에 의해 실현되었으며, 이는 Ag 플레이크의 우수한 소결 접합 능력에 기인한다. 기계적 밀링으로 획득된 플레이크는 이격이 풍부한 나노 입자 구조로 인해 무가압 및 저온 소결 조건에서 신속하게 균일한 다공 구조로 소결될 수 있었다. 그림 11은 소결 과정의 Ag 플레이크의 변화를 보여준다. 소결 중에는 Ag 플레이크의 형태가 평평한 플레이크에서 물방울 모양의 입자로 급격하게 변형되며, 견고한 계면 연결 구조를 도입할 수 있다. 이들은 Ag 플레이크 페이스트는 고온 응용에서 맨마지막 표면을 연결하기 위한 유망한 소결 접합 소재로 간주될 수 있는 가능성을 보았다.
5. 결론
이 글에서는 안정적인 기계적 특성과 우수한 방열 특성을 유지하는 것이 중요한 고온 작동 환경에서의 die-attach 접합부 형성 소재로서 소결 접합에 사용되는 Ag 페이스트에 대한 고찰을 다루었다. 기고는 Ag 페이스트를 활용한 소결접합 공정의 특성에 대한 논의를 포함하고 있다. 과거의 연구 동향은 가압 소결 공정에 중점을 두고 진행되었으나, 최근에는 공정의 복잡성과 비용 증가를 줄이기 위해 무가압 소결접합에 대한 연구가 더욱 발전되고 있다는 점을 강조하고 있다.
이러한 연구 동향은 무가압 소결 공정이 더 효율적이고 경제적이라는 인식에서 비롯되었을 것으로 생각됩니다. 최신의 연구 결과와 향후 발전 가능성에 대한 논의를 포함하여, Ag 페이스트를 사용한 소결 접합에 대한 종합적인 이해를 제공하고 있다. 이러한 연구는 앞으로는 자동차를 비롯한 다양한 전력 시스템에서 고효율 및 친환경 파워 모듈에 대한 수요가 증가할 것으로 예상되기 때문에, 은과 같은 친환경 소재를 활용한 접합 기술과 그 신뢰성에 대한 연구가 더욱 중요해질 것으로 예상된다. 논문의 결과를 통해 나온 내용은 이 분야의 연구 및 응용에 기여할 수 있을 것으로 기대된다.
6. 참고 문헌
R. Khazaka, L. Memdizabal, D. Hevry, and R. Hanna, “Survey of High-Temperature Reliability of Power Electronics Packaging Components”, IEEE Transactions on Power Electronics, 30(5), 2456-2464 (2015).
Z. Liang, Status and Trend of Automotive Power Module Packaging, in Proc. of the 24th International Symposium on Power Semiconductor Devices & ICs, Bruge, Belgium, June 325-331 (2012).
J. M. Hornberger, D. Dilio, R. M. Schupbach, A. B. Losetter and H. A. Mantooth, A High-Temperature Multichip Power Module (MCPM) Inverter Utilizing Silicon Carbide (SiC) and Silicon on Insulater (SOI) Electronics, Proc. 37th IEEE Power Electronics Specialists Conference (PESC), Jeju, 1, IEEE Power Electronics Society (PELS) (2006).
R. I. Rodriguez, D. Ibitayo and P. O. Quintero, “Thermal stability characterization of the Au-Sn bonding for high-temperature applications”, IEEE Transactions on Components, Packaging and Manufacturing Technology, 3(4), 549-557 (2013).
M. Nahavandi, M. A. A. Hanim, Z. N. Ismarrubie, A. Hajalilou, R. Rohaizuan and M. Z. S. Fadzli, “Effects of Silver and Antimony Content in Lead-free Hig-temperature Solders of Bi-Ag and Bi-Sb on Copper Substrate”, Journal of Electronic Materials, 43(2), 579-585 (2014).
J. N. Lalena, N. F. Dean and M. W. Weiser, “Experimental investigation of Ge-Doped Bi-11Ag as a new Pb-free solder alloy for power die attachment”, Journal of Electronic Materials, 31(11), 1244-1249 (2002).
A. Sharif, C. L. Gan and Z. Chen, “Transient liquid phase Agbased solder technology for high-temperature packaging applications”, Journal of Alloys and Compounds, 587, 365- 368 (2014)
K. S. Moon, H. Dong, R. Maric, S. Pothukuchi, A. Hunt, Y. Li and C. P. Wong, “Thermal Behavior of Silver Nanoparticles for Low-Temperature Interconnect Applications”, Journal of Electronic Materials, 34(2), 168-175 (2005)
IEA, Electric and Plug-In Hybrid Vehicle Roadmap, Int. Environ. Agency. (2010) 4.
J. Biela, M. Schweizer, S. Waffler, J.W. Kolar, SiC versus Si - Evaluation of potentials for performance improvement of inverter and DCDC converter systems by SiC power semiconductors, IEEE Trans. Ind. Electron. 58 (2011) 2872–2882. doi:10.1109/TIE.2010.2072896.
P.G. Neudeck, R.S. Okojie, L.Y. Chen, High-temperature electronics - A role for wide bandgap semiconductors?, Proc. IEEE. 90 (2002) 1065–1076. doi:10.1109/JPROC.2002.1021571.
L.F.S. Alves, R.C.M. Gomes, P. Lefranc, R.D.A. Pegado, P.O. Jeannin, B.A. Luciano, F. V. Rocha, SIC power devices in power electronics: An overview, 14th Brazilian Power Electron. Conf. COBEP 2017. 2018-Janua (2017) 1–8. doi:10.1109/COBEP.2017.8257396.
A. Khaligh, S. Dusmez, Comprehensive topological analysis of conductive and inductive charging solutions for plug-in electric vehicles, IEEE Trans. Veh. Technol. 61 (2012) 3475–3489. doi:10.1109/TVT.2012.2213104.
J. Fan, D. Xu, H. Zhang, C. Qian, X. Fan, G. Zhang, Experimental Investigation on the Sintering Kinetics of Nanosilver Particles Used in High-Power Electronic Packaging, IEEE Trans. Components, Packag. Manuf. Technol. 10 (2020) 1101–1109. doi:10.1109/TCPMT.2020.2995634.
J. Li, C.M. Johnson, C. Buttay, W. Sabbah, S. Azzopardi, Bonding strength of multiple SiC die attachment prepared by sintering of Ag nanoparticles, J. Mater. Process. Technol. 215 (2015) 299–308. doi:10.1016/j.jmatprotec.2014.08.002.
R. Kimura, Y. Kariya, N. Mizumura, K. Sasaki, Effect of sintering temperature on fatigue crack propagation rate of sintered Ag nanoparticles, Mater. Trans. 59 (2018) 612–619. doi:10.2320/matertrans.M2017392.
Y. Zhao, Y. Wu, K. Evans, J. Swingler, S. Jones, X. Dai, Evaluation of Ag sintering die attach for high temperature power module applications, Proc. Electron. Packag. Technol. Conf. EPTC. (2014) 200–204. doi:10.1109/ICEPT.2014.6922636.
K. Suganuma, S. Sakamoto, N. Kagami, D. Wakuda, K. S. Kim and M. Nogi, Low-Temperature Low-Pressure Die Attach with Hybrid Silver Particle Paste, Microelectron. Reliab. 52 (2012) 375. doi.org/10.1016/j.microrel.2011.07.088
S. Soichi and K. Suganuma, Low-Temperature and Low-Pressure Die Bonding Using Thin Ag-Flake and Ag-Particle Pastes for Power Devices, IEEE Trans, Packag. Manuf. Technol. 3,(2013) 923-929, doi: 10.1109/TCPMT.2013.2256463.
H. Zhang, C. Chen, J. Jiu, S. Nagao and K. Suganuma, High-Temperature Reliability of Low-Temperature and Pressureless Micron Ag Sintered Joints for Die Attachment in High-Power Device, J. Mater. Sci.: Mater. Electron. 29(10) (2018) 8854. doi.org/10.1007/s10854-018-8903-9
M. Wang, Y. Mei, X. Li, R. Burgos, D. Boroyevich, G.Q. Lu, How to determine surface roughness of copper substrate for robust pressureless sintered silver in air, Mater. Lett. 228 (2018) 327–330. doi:10.1016/j.matlet.2018.06.048.
W.S. Hong, M.S. Kim, C. Oh, Y. Joo, Y. Kim, K.K. Hong, Pressureless Silver Sintering of Silicon-Carbide Power Modules for Electric Vehicles, Jom. 72 (2020) 889–897. doi:10.1007/s11837-019-03815-y.
Z. Zhang, C. Chen, A. Suetake, M.C. Hsieh, A. Iwaki, K. Suganuma, Pressureless and low-temperature sinter-joining on bare Si, SiC and GaN by a Ag flake paste, Scr. Mater. 198 (2021) 113833. doi:10.1016/j.scriptamat.2021.113833.
<저작권자(c)스마트앤컴퍼니. 무단전재-재배포금지>